喷涂工序
胎坯硫化前在其内部喷上一种隔离剂,起到润滑并防止与轮胎胎里粘连的作用,在胎坯外部喷上一种表面活性物质.以促进胶料表面流动.获得最佳的外观质里(常用于子午胎)。
硫化工序
硫化工序工艺流程示意图
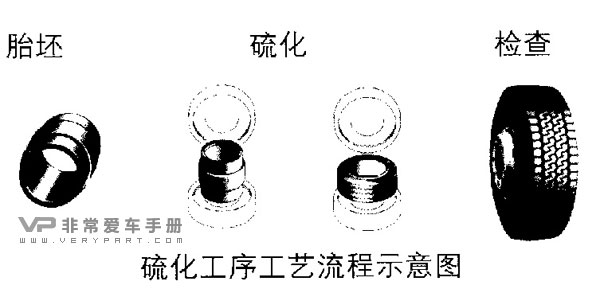
将胎坯装入模具,依标准在一定的温度,压力、时间下将橡胶分子由链状线型结构变为立体网状结构的过程,称为轮胎硫化。
- 硫化设备:
四柱硫化机.天平式硫化机.硫化罐.个体硫化机(A型、B型、AB型)/垂直硫化机。 - 硫化过程
将生胎放入模具中.并在一定的温度.压力,时间下硫化。硫化后档轮胎要二次充气并冷却一定的时间,以便保持轮胎的尺寸稳定性。
轮胎硫化模具分类:
- 钢刻模
- 精铸铝模
精铸铝模按开启方式可分为:两半模及活络模。
模具排气方式分类:
- 排气孔式:
按照孔的直径大小可分为:微排气孔(一般直径小于a.7mm)及一般排气孔。 按照孔的形状可分为:柱形排气孔和锥形排气孔。 按照孔的制造方式分为:镶套式和钻孔式。 - 镶片式:镶片式模具靠片与片之间的间隙排气

